
联系人:于经理
手机:13791879589
18653650691
微信:13791879589
传真:0536-3874637
Email:993548666@qq.com
地址:山东省青州市现代设备物流园E区11.12号
一、机床的用途
本机床主要用于拉削各种花键、单键及内孔等,配特种拉或工装,还可以拉制特种异型件。请参考拉削工件图片。
二、本机简单介绍
本机已在床身、导轨以及加工工艺方面与传统的制造工艺有着革命性重大改进。用本机床加工零件的垂直度,以及偏摆已达到了很高的精度。
床身本体采用优钢板经成型焊接而成。
油缸按装面与工装按装面是由工艺保证同心度与平行度的,因此本机床精度很高,用户不必考虑拉削面的平行度。
本机床导轨采用成型滑轨,精度高、寿命长、平时工作不用加润滑油等特点(正常使用寿命20年以上,导轨轴承根据使用保养状况三至六年,可更换一次)。
液压系统采用差动油路方式,返程速度快,工作效率高。结构简单,故障率极低。采用电磁溢流阀,平时工作工耗低,非常节电且效率高。
三、机床主要规格及技术参数
(1)大拉削直径:10T 大40mm (工件厚度参考值40mm)
(2)大拉削直径:20T 大65毫米 (工件厚度参考值65mm)
(3)大拉削直径:30T 大90毫米 (工件厚度参考值900mm)
(4)大拉削直径:40T 大120毫米 (工件厚度参考值120mm)
(5)拉削速度0-3.6m/min 返回速度0-7.2m/min
(6)单班拉削工件:300-500件(参考值:用冷却液时为400-700件根据型号不同)
(7)高工作压力31.5Mpa
(8)抗磨液压油型号:冬季为32# 夏季为46#
(9)油箱容量:10T-90公升 20T 30T-110公升 40T-135公升
(10)拉削液箱:15公升 (本厂新研制高拉削液,显著提高拉削速度,延长具使用寿命,凡购买我厂拉床,免费提供拉削液配方,或优惠价供应高拉削液)
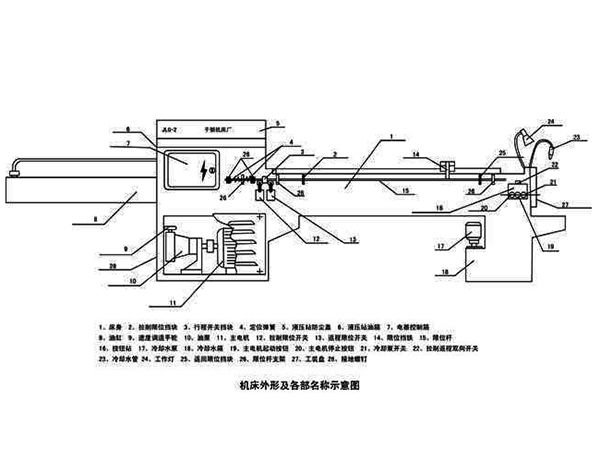
四、机床外型及各部分名称简图
五、液压系统原理图
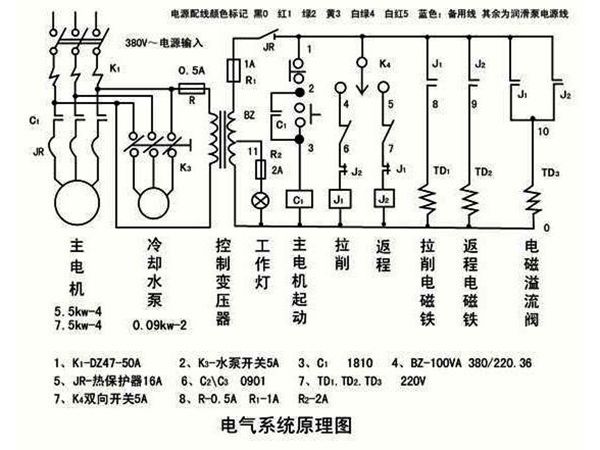
六、电气系统原理图
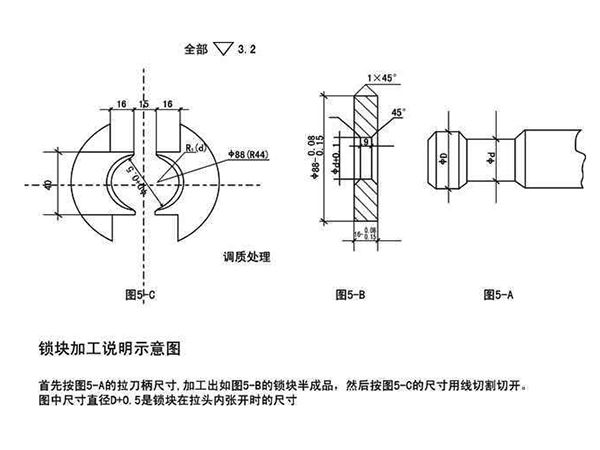
七、拉头锁块加工示意图
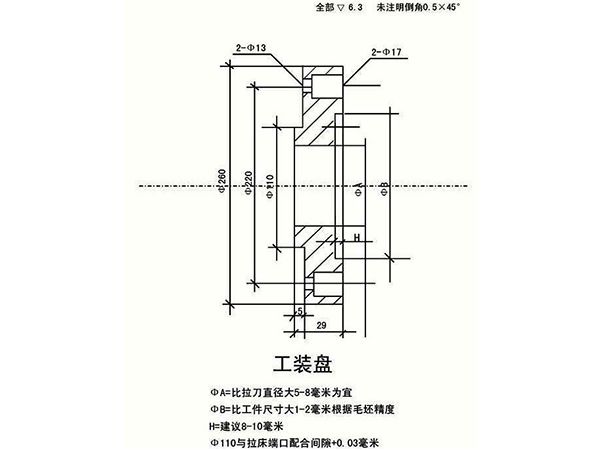
八、工装参考图
九、新机试车,以及试车注意事项
试车前应仔细阅读本说明书,按照先试电器后试液压后统一调试的原则进行。
第1步、机床应该有良好的接地线。在机床右侧设有接地螺钉。应接地良好。
第2步、接通电源总线,在电器箱内左下边接入三相380V电源,检查无误后,合上电源开关K1,此时总电源已接通,机床工作灯应亮,如不亮应检查排除。
第3步、 参照外形图,拨动开关22至拉削位置,此时电磁阀1-B和溢流阀3上的指示灯应亮,(参照液压原理图)说明工作正常。拨动开关22到返程位置,此时电磁铁1-A与溢流阀3应吸合,指示灯亮。
第4步、 参照外形图,按主电机起动按钮19,此时主电机启动,此时应检查电动机旋转方向(在油泵上有旋转指示牌,从电机后面看应为顺时针方向)。然后按下停止按钮,主电机停止运转。
第5步、 将油箱仔细清洗干净,因本机油泵不宜安装滤清器,所以油箱清理工作非常重要,方法是用油腻子(或用一面团)将油箱中的杂物粘附干净。
在确认油箱清理干净以后,加入约120公升抗磨液压油,此时应检查进油管路是否有漏油现象。
第6步、参照机床外形图将限位档铁2、25分别调整至大位置,使油缸行程不受限制,为试车排气作准备,参照液压原理图将溢流阀3调至压力低位置(反方向旋转)。背压阀调整至压力小(应反方向旋转)。
第7步、重启动主电机,让油泵工作,拨动开关(参照机床外形图)22至拉削位置,此时慢慢调整溢流阀加压(注意加压一定不能过高)可开启压力表开关,监测压力。待活塞杆慢慢缩进油缸时,此时溢流阀应旋至压力大约1MPa。
第8步、拉削速度的调整:拉削速度对具的使用寿命影响很大,拉削速度太快会缩短拉的使用寿命,建议拉削速度在每分钟1.5-2米左右。调整时应松开油泵调速手轮下的螺帽,调整手轮,顺时针调整速度减慢,反之则快,可参照在油泵头上的流量指示牌进行调整,调整好后,不要忘记锁紧螺母。
第9步、溢流阀的调整:溢流阀的调整是在拉削工件过程中进行调整的,一般情况下可选择大直径拉进行调整,以调整溢流阀能够拉动为标准,然后再顺时针旋转四分之一圈,然后将调压手轮锁紧即可。
第10步、背压阀调整:背压阀的调整是在不拉削工件的情况下调整的。方法是,当活塞杆向左运动(不要安装拉)时,调整背压阀压力。一般背压力整至0.3~0.5Mpa(如压力过高,耗电增加,噪音大)。
第11步、将开关22拨至拉削位置,慢慢调整溢流阀压力使活塞杆慢慢向左移动,至大位置(活塞杆全部缩进),然后,把开关22拨到返程位置,使活塞杆向右运动,至大行程(活塞杆全部伸出)。如此反复做数次,尽量把缸内空气排出。
第12步、此时空车试车已基本完成,下面可进行安装工装盘,参照工装盘图纸。工装盘需用户自备。
第13步、调整限位档铁使拉工作在合适位置,参照(外形图2、25)
第14步、拉头锁块一般情况下用户可根据拉柄尺寸,按照锁块示意图制造。装配时应滑动自如,不应有卡滞现象。(锁块由用户自备,如果用户自己加工不方便,也可有用户提供拉柄尺寸,我厂为你加工)
第15步、装上工件进行试拉,试车完成。(可观看试车视频)
十、简易试车方法
以上介绍了新机床,试车的步骤及方法,但这些试车的步骤,在出厂以前已做了初步的调试,用户在使用前,只要做以下5步,就可以使用了。
第1步、接通电源,检查电机正反转。
第2步、加油(夏季46号,冬季32号,抗磨液压油)
第3步、 将限位挡铁,调整到两端大位置。
第4步、 启动主电机,(油泵开始工作)
第5步、 拨动开关22,到拉削位置,使活塞杆全部缩进,再拨到返程位置,是活塞杆全部伸出。反复操作5-6次,使油缸内空气排出,试车完成。
可观看试车视频。
十一、液压系统常见故障及排除方法
主电机不能启动
(1)电源未接通
(2)缺相
(3)检查工作灯是否能亮,工作灯亮说明机内变压器通电正常,这时应检查熔断器R1是否断路,如不亮应检查熔断器R是否断路(4)检查各按钮是否损坏等。
主电机能启动,拨动开关22后活塞杆不动作
(1)检查电机是否反转
(2)检查电磁换向阀及电磁溢流阀是否通电正常,如通电良好应考虑电磁溢流阀是否有卡阀现象,如不能给电,则应检查行程开关的调整是否正确,开关是否损坏,以及限位挡铁是否调整不当,拨动开关22是否损坏。
十二、快速判断液压及电气系统故障的方法:
当系统出现故障时,首先应区分是液压故障,还是电气故障
a)主电机不能启动显然是电气故障,主电机能启动分为电气或液压系统故障。
b)用螺丝直接推动中间继电器J1或J2,此时活塞杆能移动,一般是电路故障,在电磁溢流阀和电磁换线阀通电的情况下,如活塞杆不能移动,一般是液压系统的故障。此时应首先检查电磁溢流阀和电磁换线阀是否有卡阀现象,快的检查方法应首先检查各熔断器是否熔断行程开关以及换向开关是否损坏,以及各电器连接线是否有断路现象。通过以上检查基本可以排除故障。
因本人水平有限,如有不当之处敬请广大用户谅解。